電 話:138-6486-3339
電 話:136-8767-9768
郵 箱:631509396@qq.com
地 址:山東省青島市膠州巿香港西路沈海高速入口路南
網址: www.mininongchang.com
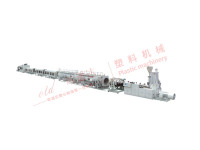
下面由pe管材設備廠家帶您了解:
1、發熱板的溫控。一般設置在210—225度(發熱板的具體溫度)(依據不一樣的作業時節及其當日的溫度適度調節,冬天略高,夏天稍低)。過高過低都不好,如小于200度,管件不可以充足溶化;高過250度,會造成塑膠增碳。
2、管件內孔要清理。因為管道施工當場塵土較重,PE管材帶靜電感應,會將塵土吸到管件上。而PE管材選用熱融分子對接,如連接上有塵土,危害電焊焊接品質。(可以用工業乙醇或濃度較高的醫療酒精擦拭支管內孔)
3、電焊焊接中工作壓力操縱是重要。管件夾持對好后,用車刀將端面銑平,用乙醇紙巾清理內孔,放上發熱板(也需要清理)充壓使2個管道的內孔緊貼發熱板,360度觀查管件是不是起邊,確定所有起邊后,將設備工作壓力回0,再依據壁厚明確加溫時間,加溫時間到快速后退聲卡機架,取下發熱板,立刻前行聲卡機架行程安排,管件兩邊迅速觸碰時,先調小工作壓力,在二根管件端口號觸碰時,漸漸地增加工作壓力,一旦反邊適合馬上終止充壓(并維持工作壓力),合口時間在5秒之內,在制冷數分鐘后應減少一些工作壓力,保存一部分工作壓力(依據詳細情況)。隨后當然制冷,不可以自來水冷,制冷時間由管件規格和壁厚來明確。
4、加溫時間要確保。一般為管件壁厚的18—20倍。
5、當施工工地涼風時,要留意將管件兩邊開展封堵,搞好防沙解決。
6、工作電壓規定在220V(+10V)以防毀壞機器設備,危害接頭品質。

公司名稱:青島歐通達塑料機械有限公司
聯系電話: 13864863339 崔先生
13687679768
聯系郵箱: 631509396@qq.com
公司地址:山東省青島市膠州巿香港西路沈海高速入口路南
關鍵詞:預應力金屬波紋管設備,新風管設備,波紋管設備